

超輕、特輕軸承套圈(外徑與內經的比值≤1.143),在加工過程中,特別是在熱處理過程中容易發生畸變。其最終熱處理工藝一般采用馬氏體分級淬火,模壓淬火,有時也采用中碳鋼調質后進行氣體滲氮處理。以上傳統熱處理一方面工藝時間長,特別是氣體滲氮處理,獲得0.8mm的滲氮層需要耗時100h以上,整體淬火的畸變大,需要整形處理,因此能耗很大;另一方面淬火會出現油煙、硝鹽殘渣等,容易造成環境污染,同時也存在一定程度的安全隱患。
滾動軸承零件采用感應加熱淬火,其軸承的使用壽命比在爐中加熱淬、回火的提高10%~20%。同時,感應淬火的設備占地面積小,節約能源,勞動條件好,便于機械化,而且沿軸向掃描感應淬火具有零件畸變小、無軟帶、氧化脫碳少、生產效率高等優點。本文主要介紹了特大特輕軸承套圈的無軟帶感應淬火技術及其應用。
1、零件熱處理技術要求
某型號風電增速箱用特大特輕軸承套圈材料為42CrMo,預處理為調質,硬度300HBW左右。零件尺寸規格見圖1,零件外徑與內經的比值為1.042。
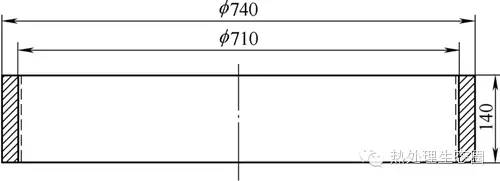
圖1 軸承套圈示意
工藝方式為中頻感應淬火,淬火部位為零件內孔位置,如圖1所示虛線部位。硬度要求為52~58HRC,有效淬硬層深度為3~5mm(有效硬化層深度的測定按ISO3754),金相組織要求符合JB/T9204的規定。畸變要求:相臨點跳動控制在0.5mm以內,端面圓跳動控制在0.1mm以內。
2、感應淬火過程
(1)淬火加熱設備
加熱電源為IGBT全固態晶體管中頻加熱電源JIGC-500-10,最大加熱功率500kW,可調頻率1~10kHz。Ф1500mm×5000mm立式淬火機床。
感應器由感應加熱部分、淬火噴淋部分以及固定裝置構成,感應器與工件的間隙控制在4~6mm,采用延遲加熱淬火的方法進行,具體加熱裝置如圖2所示。
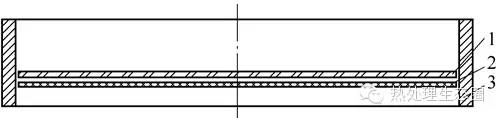
圖2 感應加熱裝置示意
1.感應器加熱部分 2.感應器噴淋部分 3.工件
(2)感應淬火工藝參數
加熱采用沿套圈軸向方向掃描淬火的方式進行,感應器固定,套圈隨工作盤的轉動而進行連續加熱。通過加熱電源輸入功率的調節,即通過調節電流、電壓來控制工件感應加熱時獲得的比功率,從而控制感應加熱速度。感應加熱工藝參數如表1所示。淬火結束后,對工件進行200℃低溫回火處理。
表1 軸承套圈感應加熱工藝參數
電壓 /V | 電流 /A | 頻率 /Hz | 加熱掃描移動速度/mm·min-1 | 工件旋轉速度 /轉·min-1 |
480 | 800 | 8000 | 150 | 100 |
3、檢測結果及分析
在零件感應淬火區中部截取試樣,檢測結果見表2。
表2 截取試樣檢測結果
有效淬硬層深度/mm | 表面硬度HRC | 金相組織/級 | |
要求 | 3~5 | 52~58 | 3~9 |
實測 | 3.8 | 54.5 | 6 |
注:1.有效淬硬層深度的測定按ISO3754。
2.金相組織評定按照JB/T9204。
實測顯微硬度值及硬度梯度曲線如圖3所示。
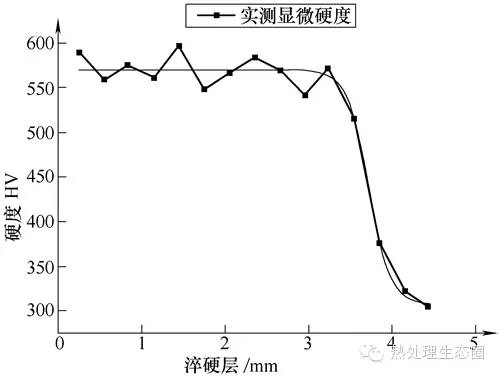
圖3 硬度梯度曲線
從以上檢測結果看,表面淬硬層深度、硬度、金相組織等熱處理技術指標均較好的符合技術要求的規定。由于采用沿軸向掃描淬火的感應淬火技術,所以淬火區域沒有軟帶區。使用便攜式里氏硬度計檢測實物淬火區域的硬度,均在54~56HRC,硬度均勻一致。
變形測量:相臨點跳動為0.30mm,端面跳動為0.05mm,符合技術要求。
電耗測定:按GB/T17358統計測算一個周期內實際熱處理工藝電耗。經測算,一個生產周期內,采用感應淬火工藝的實際工藝電耗約為0.120kW·h/kg,采用整體淬火的實際工藝電耗約為0.306kW·h/kg,采用氣體滲氮的實際工藝電耗約為0.844kW·h/kg。由此可見,軸承套圈采用感應淬火技術實際工藝電耗比整體淬火節能約60.8%以上,比氣體滲氮節能約85.8%以上。
生產效率方面,采用感應淬火的套圈比整體淬火生產效率高約3倍,比氣體滲氮生產效率高約30倍。
4、結語
(1)通過合理的感應器設計以及采取適宜的工藝參數,特大特輕軸承套圈采用無軟帶感應淬火技術可以達到滿足設計要求的結果,此項技術已成功應用于批量生產,工藝穩定、質量可靠。
(2)沿軸向掃描感應淬火技術解決了特大軸承套圈常見的感應加熱軟帶缺陷,零件淬火區域硬度均勻一致。
(3)特大特輕軸承套圈采用無軟帶感應淬火技術不僅節約了大量能源,還大幅提高了生產效率,縮短了制造周期,降低了制造成本。
作者:陳賀
單位:南京高速齒輪制造有限公司
來源:《金屬加工(熱加工)》雜志

| |