激光淬火淬硬層均勻,硬度高,工件變形小,加熱層深度和加熱軌跡容易控制,易于實(shí)現(xiàn)自動(dòng)化,不需要像感應(yīng)淬火那樣根據(jù)不同的零件尺寸設(shè)計(jì)相應(yīng)的感應(yīng)器,尤其重要的是激光淬火前后,工件的變形幾乎可以忽略,因此特別適合高精度要求的零件表面處理。經(jīng)過(guò)近幾年的技術(shù)研究,目前,我公司已掌握激光淬火關(guān)鍵技術(shù),并應(yīng)用于汽車(chē)覆蓋件模具的表面處理。
一、激光淬火的工作原理
激光淬火主要原理是金屬材料中自由電子吸收激光光子能量,溫度升高到共析點(diǎn)以上、熔點(diǎn)以下,發(fā)生固態(tài)相變反應(yīng),通過(guò)基體傳熱實(shí)現(xiàn)自冷淬火,在零部件表面有限深度內(nèi)發(fā)生的固態(tài)相變的過(guò)程。圖1為我公司激光3D雙工位淬火設(shè)備,主要由大功率激光器、六軸機(jī)器手、激光傳輸和聚焦系統(tǒng)、光學(xué)加工頭以及控制系統(tǒng)等組成。光源采用行業(yè)先進(jìn)激光器,經(jīng)光束耦合器耦合后采用柔性光纖傳輸,光束波長(zhǎng)在970~1070nm之間,光束質(zhì)量約為4.3mm·mrad,設(shè)備輸出功率在2000~6000W,輸出光斑直徑為0.2~4mm,光束寬度約為20mm。光學(xué)系統(tǒng)由準(zhǔn)直、聚焦、光束整形等元件及監(jiān)控系統(tǒng)組成;機(jī)床由六軸機(jī)器人和輔助機(jī)構(gòu)(線性導(dǎo)軌)構(gòu)成,軌道行程為4m,機(jī)械手運(yùn)動(dòng)直徑約8m。可采用離線編程系統(tǒng)、示教編程和專家編程等方法完成復(fù)雜形狀零件的三維軌跡規(guī)劃、編程以及運(yùn)動(dòng)程序的生成。

圖1 激光淬火設(shè)備
二、激光淬火應(yīng)用于模具淬火
根據(jù)拉延模具成形的特點(diǎn),與板料接觸的凸R位置和板料流動(dòng)較大的面需要有高的耐磨性,即高硬度。如圖2所示,拉延模型面上的凸R一般都需要進(jìn)行淬火處理。
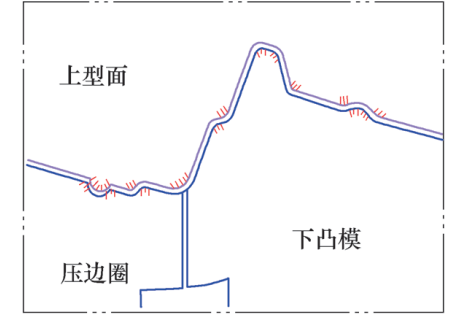
圖2 拉延模淬火區(qū)域
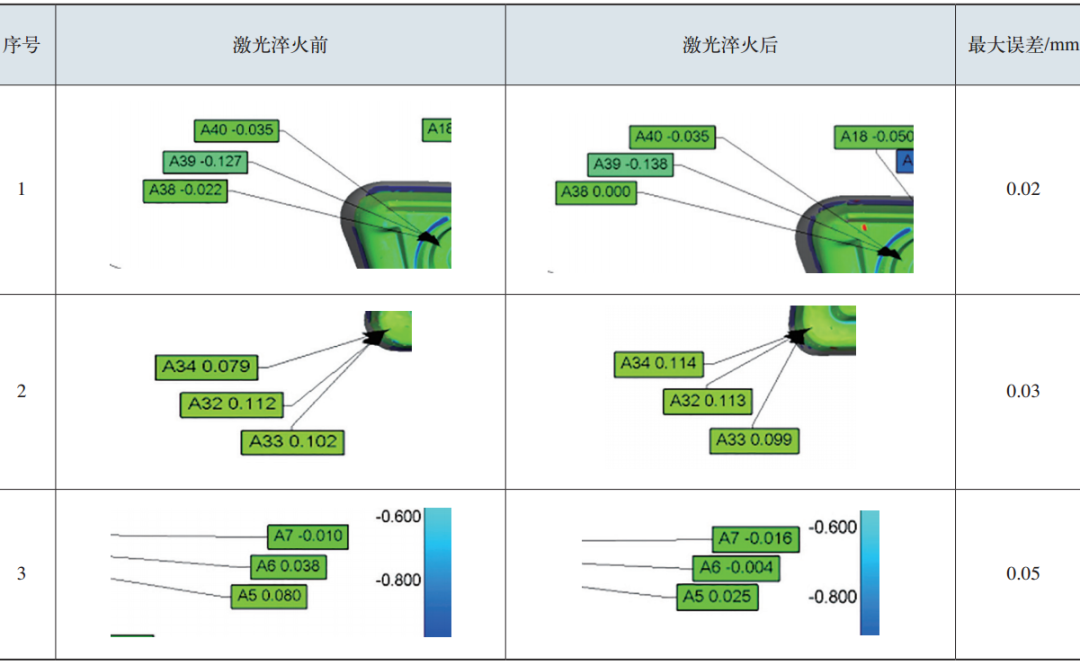
由于淬火區(qū)域大,常規(guī)的火焰淬火或感應(yīng)淬火都會(huì)使工件產(chǎn)生較大的熱變形,導(dǎo)致模具精度無(wú)法保證,進(jìn)而需要增加其他的工藝手段來(lái)保證,這樣勢(shì)必造成模具的加工周期長(zhǎng),且易出現(xiàn)硬度不穩(wěn)定的情況。因此,我們改為采用激光淬火方式,這樣工件變形極小,甚至無(wú)變形,不需增加其他工藝手段即可達(dá)到質(zhì)量要求。如圖3和表1所示,我們采用激光淬火方式對(duì)某車(chē)型的門(mén)內(nèi)板進(jìn)行淬火處理,通過(guò)藍(lán)光掃描檢測(cè)淬火前后的型面變化情況,得知激光淬火后的模具型面能滿足精度要求。
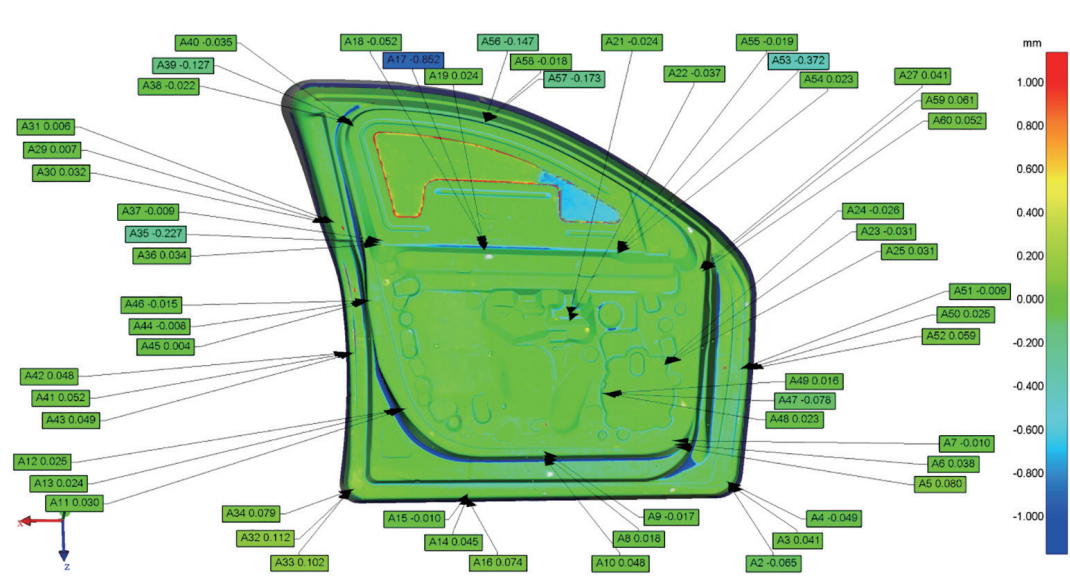
圖3 拉延模藍(lán)光掃描檢測(cè)結(jié)果
表1 激光淬火前后精度對(duì)比
汽車(chē)模具上的鑲件表面淬火,主要指切邊模的切邊鑲件刃口淬火和整形模的整形鑲件整形部位淬火,如圖4所示。
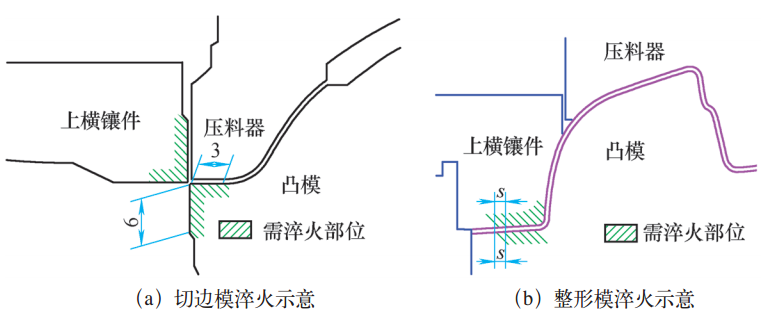
圖4 鑲件表面淬火示意
對(duì)于切邊鑲件或整形鑲件,常規(guī)火焰淬火后鑲件變形大,需進(jìn)行淬火后的去變形二次加工,工件制作周期長(zhǎng),且淬火硬度難控制。特別是整形鑲件,由于需要對(duì)整形面進(jìn)行淬火,淬火面積大,極易產(chǎn)生回火的情況,從而導(dǎo)致型面硬度不合格。經(jīng)過(guò)研究和實(shí)踐,我們發(fā)現(xiàn)激光淬火可以有效地控制鑲件變形和硬度不合格的問(wèn)題。圖5所示是切邊鑲件和整形鑲件的激光淬火硬度情況和變形情況,從圖中可看出,鑲件采用激光淬火后硬度穩(wěn)定、變形很小,實(shí)現(xiàn)了精加工后淬火的制造工藝,有效提升了加工效率,節(jié)約了加工成本。
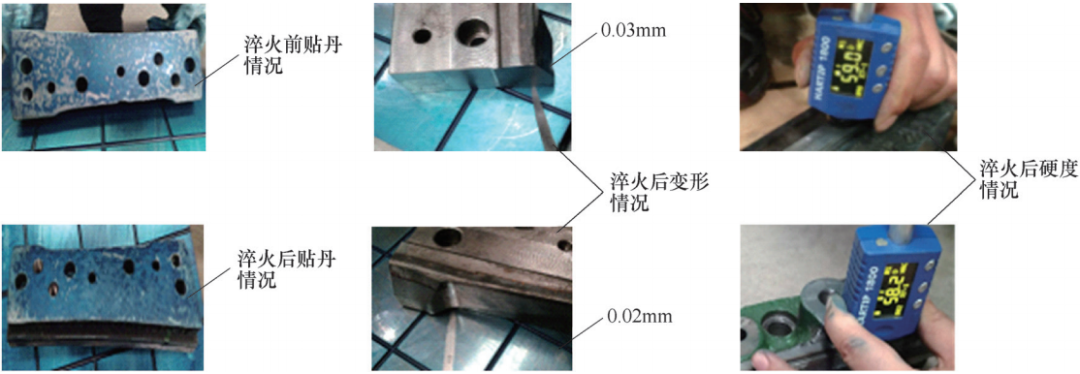
圖5 激光淬火檢測(cè)
(3)應(yīng)用激光淬火優(yōu)化模具加工工藝與傳統(tǒng)的火焰淬火相比,采用激光淬火可以優(yōu)化模具加工工藝,從而有效減少制造周期,降低制造成本,下面是火焰淬火和激光淬火的工藝流程比較。火焰淬火模具加工工藝流程:型面粗加工、半精加工→火焰淬火→加工去變形→鉗工組裝→型面精加工→調(diào)試研配出件。激光淬火模具加工工藝流程:型面粗加工、半精加工→鉗工組裝→型面精加工→激光淬火→調(diào)試研配出件。采用激光淬火的模具,淬火前型面精加工到位,這樣既避免了去變形加工工序,又提升了精加工的效率。以某機(jī)床為例,表2是采用火焰淬火方式和激光淬火方式模具精加工的參數(shù)情況,采用激光淬火方式的模具加工效率比采用火焰淬火方式提升了30%以上。

質(zhì)量的影響 相對(duì)于傳統(tǒng)淬火方式,采用激光淬火方式的模具型面變形很小、硬度均勻,因此工藝上采取型面精加工到位后再進(jìn)行淬火。圖6所示是采用火焰淬火和激光淬火方式的模具型面斷面。從圖6中可以看出,采用火焰淬火的工件變形大,加工余量不均勻,變形大的區(qū)域出現(xiàn)淬火硬度不足甚至不可控的情況。
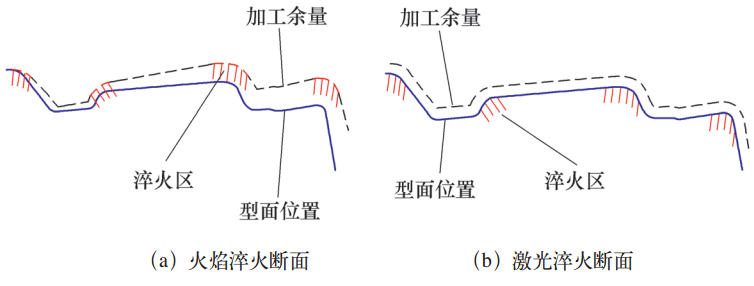
而采用激光淬火的工件幾乎沒(méi)有變形,硬度均勻且可控,因此工藝上采取精加工到位后再進(jìn)行淬火。由于火焰淬火采用先淬火再精加工的方式,型面存在硬度不一致的區(qū)域,刀具在切削過(guò)程中存在受力不均、易磨損的情況,從而導(dǎo)致型面加工質(zhì)量較差,如圖7所示。
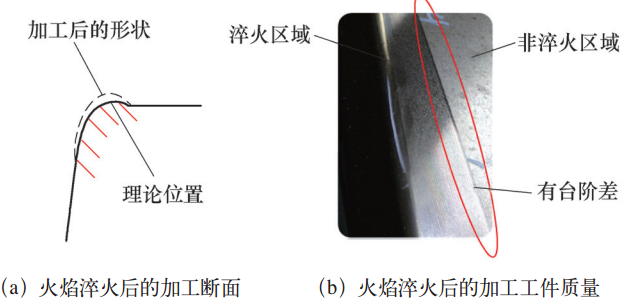
圖7 火焰淬火加工質(zhì)量示意
從圖7中可以看出,采用火焰淬火的模具精加工后型面出現(xiàn)臺(tái)階差,導(dǎo)致型面質(zhì)量不合格。而采用精加工到位再激光淬火方式的模具,由于型面在精加工時(shí)沒(méi)有硬度,加工時(shí)不會(huì)出現(xiàn)圖7的情況;精加工到位后進(jìn)行激光淬火,由于淬火后變形很小,能獲得良好的模具表面質(zhì)量,滿足客戶對(duì)模具表面質(zhì)量的要求,如圖8所示。
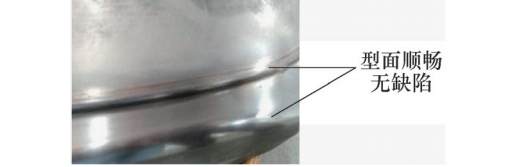
圖8 激光淬火加工質(zhì)量示意
三、結(jié)束語(yǔ)
全球工業(yè)即將邁入“工業(yè)4.0”的大時(shí)代,汽車(chē)行業(yè)面臨著終端客戶對(duì)產(chǎn)品信息化、智能化、個(gè)性化以及綠色環(huán)保等諸多需求,主機(jī)廠對(duì)車(chē)身模具的開(kāi)發(fā)周期要求越來(lái)越短、質(zhì)量要求越來(lái)越高。激光淬火技術(shù)在確保穩(wěn)定的淬火硬度和質(zhì)量的情況下,有效地縮短了模具制造周期,節(jié)約了制造成本,同時(shí)還解決了傳統(tǒng)熱處理工藝無(wú)法解決的許多難題。因此,激光淬火技術(shù)必將在汽車(chē)模具中得到越來(lái)越廣泛的應(yīng)用。
作者:堯軍,陳平
單位:成都普什汽車(chē)模具有限公司
技術(shù)相關(guān)文章:激光熱處理節(jié)省的成本,主要來(lái)自于那個(gè)環(huán)節(jié)?
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來(lái)自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")