
螺母柱是長江三峽水利樞紐升船機安全保證系統的主要構件,用于在承船廂超載的情況下向塔柱傳遞事故載荷。整體鑄造,其加工尺寸和重量遠遠超過常規產品,技術要求較高,因此熱處理過程控制有較大的難度。為此我們將通過工藝研究、試生產,結合我們企業的生產、工藝技術、設備條件,制定螺母柱熱處理工藝技術方案。并不斷優化工藝參數,實現批量化生產,配合公司完成三峽升船機項目。
1.工件簡介及待解決的問題
材料G35CrNiMo6-6+QT1, 尺寸4980mm×2112mm×589mm,技術要求σs≥650MPa,σb≥800MPa,δ≥12%,AKV≥30J,螺紋面的硬度為230~300HBW。
(1)三峽螺母柱作為重點開發產品,因為其尺寸較大、形狀較為特殊,故需制作專用工裝,實現其加熱冷卻過程。
(2)因螺母柱所用材料為新開發的材料,根據其技術要求,需要制定熱處理工藝技術方案,在試驗的基礎上完成工藝參數的固化。
(3)由于螺母柱的特殊形狀,在加熱、冷卻中會發生較大的變形,如何利用工裝與工藝過程控制變形則成為要解決的重點問題之一。變形控制在加工余量范圍內,盡量控制在≤15mm。
2.熱處理工藝分析
根據螺母柱的材料、外型尺寸、熱處理技術要求等,熱處理過程重點要解決變形和整體綜合質量的控制,具體工藝分析如下:
(1)因該產品為鑄鋼件,零件的組織不均勻和成分偏析易于產生,為滿足零件調質處理后的綜合力學性能,在調質前增加一道正火工序,其目的是進一步改善鑄件中的粗大組織,使之進一步細化,并消除由于截面尺寸不同在結晶過程中產生的顯微組織的不均勻性。
(2)因零件尺寸過大(4980mm×2112mm×589mm),外形特殊,且主要工作面不對稱,加工應力較大,熱處理加熱和冷卻過程也容易變形,因此要對熱處理前的加工余量進行控制。
(3)為保證零件熱處理的加熱和冷卻效果,采取水平放置或側立放置方式(見圖1)進行加熱及冷卻。
(a)平放
(b)立放
圖 1
(4)由于零件調質前工藝余量加大,為保證零件的最終質量要求,適當提高調質后的硬度值,并進行縱向和橫向的檢測,滿足硬度均勻性的要求。
(5)為控制最終精加工后的零件變形,在調質半精加工后進行消除應力處理,消除加工應力。
3.熱處理工藝措施
(1)熱處理前需提供零件圖樣、材質單、超聲波探傷報告、冷加工工藝及隨爐試塊等,并對標識核對檢查。
(2)來熱處理前的加工余量為:各端面留取余量15mm。
(3)外觀要求:各端面及螺紋頂圓弧角≥R5mm,臺階根部圓弧角≥R10mm。零件表面不得有裂紋、鑄造缺陷、黑皮(如個別處不足余量要求,必須打磨見光)等等不可見缺陷或表面磁粉探傷檢查合格,減少應力集中。
(4)按照標準要求提供的同爐試塊,試制期每件帶兩塊;要求試塊熱處理前進行粗加工,端面圓弧角≥R5mm;兩種試塊隨零件進行處理。
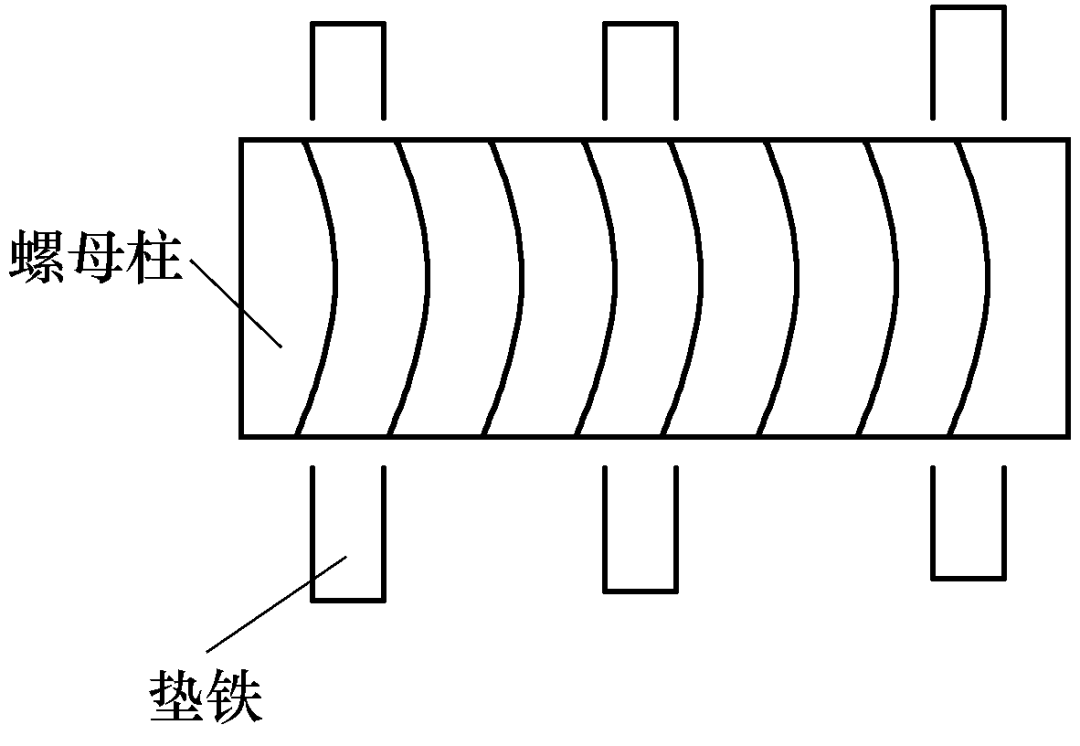
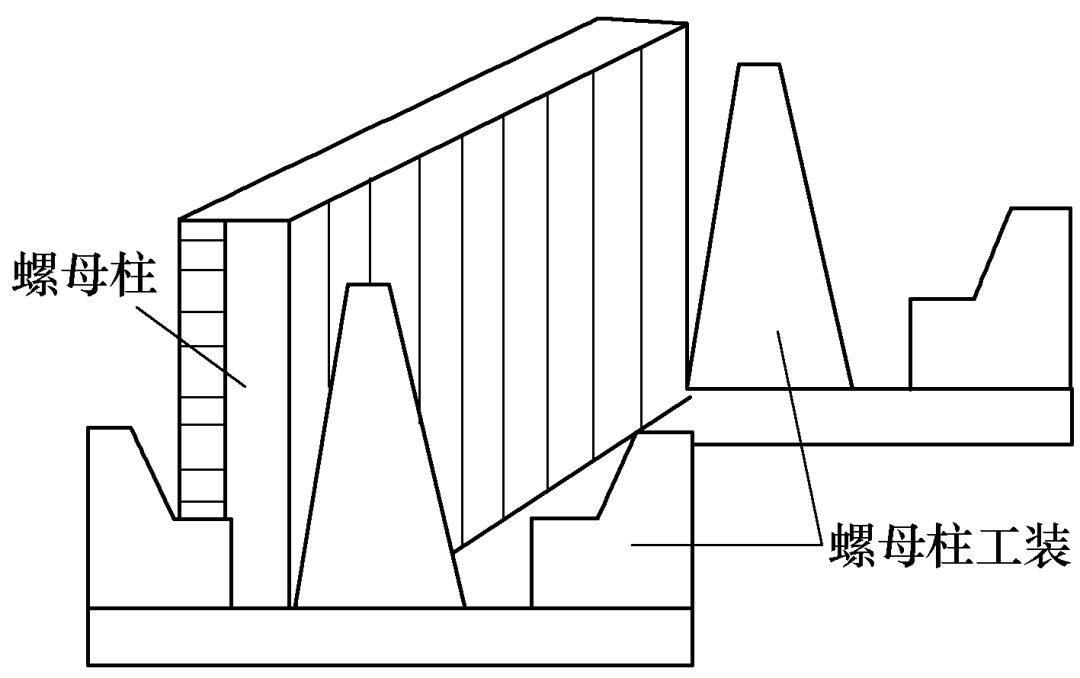
(5)工件放置:采取水平裝爐時(見圖2)正火時螺紋面朝上,調質時螺紋面朝下,采取墊鐵支墊2~5點,淬火時無需專用工裝;采取側立裝爐(見圖3)制作專用墊鐵及穩固裝置,生產過程操作難度較大,側立裝爐調質前加工時應保留下鑄塊。
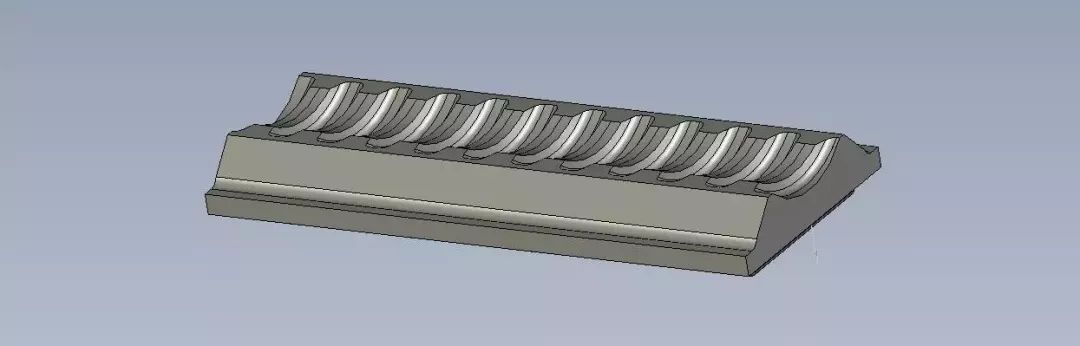
圖2 水平放置示意
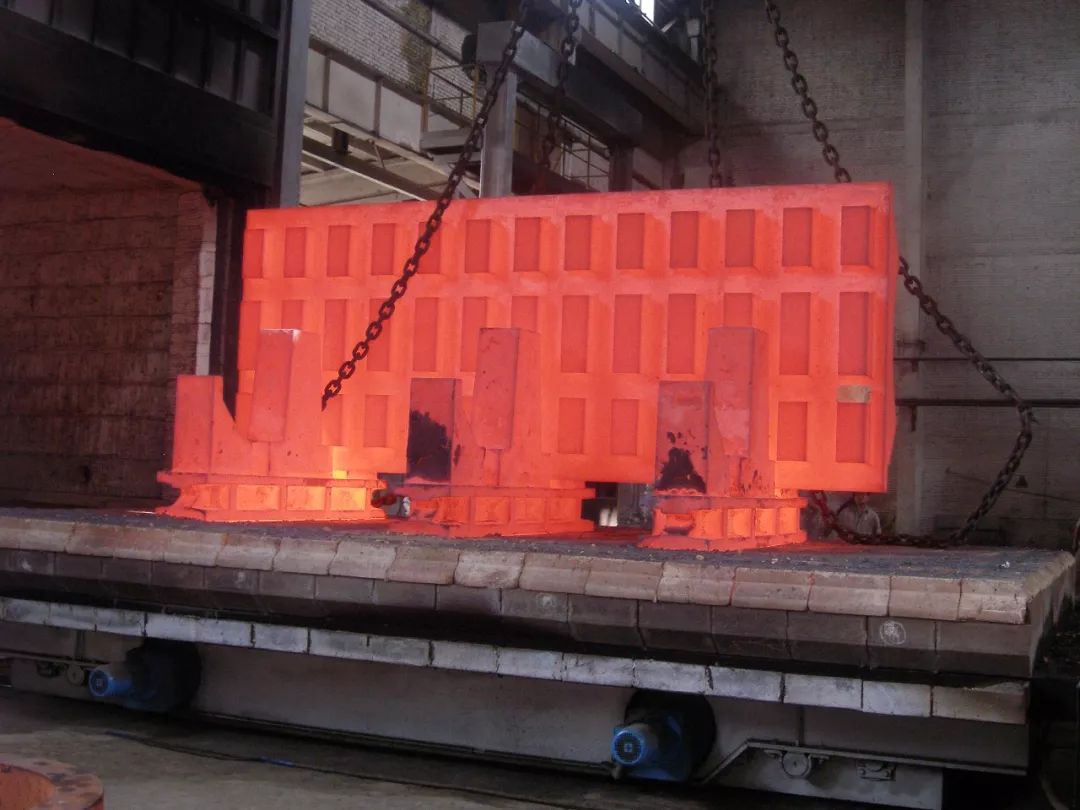
圖3 立裝放置示意
(6)為減少熱處理過程的變形和應力集中,確保零件的綜合機械性能,熱處理過程控制入爐溫度、加熱溫度、保溫時間、冷卻時間(工件出油溫度150~200℃)和淬火油溫(40~80℃)等。
(7)消除應力的溫度比調質回火溫度低20~30℃,保證加工應力的充分釋放。
4.對于螺母柱變形采取的措施
根據加工情況對熱處理各工序的生產變形情況進行測量,調整平裝和立裝的方式。
(1)對于背部不開槽的螺母柱采用平裝的入爐方式,根據變形量在下一道工序中進行熱校正,將變形控制在余量范圍內。
(2)對于背部開條形槽的螺母柱退火時采用平裝,正火時采用立裝。當變形較大時,為保險起見調質工序采取平裝入爐,過程中進行校正;當變形較小時,直接立裝調質。
5.結語
通過現場跟蹤測量,調整平裝、立裝相結合的方式,使變形得到有效控制。在保證質量的前提下,節約成本縮短工期。共對幾十件件螺母柱進行了熱處理,皆取得了成功,完全滿足技術要求,合格率為100%。可以看出螺母柱的工藝參數完全滿足其技術要求,且硬度均勻性較好。
作者:牛十月、楊華、王凱軍、陳引平、繆海舟
單位:太原重工熱處理分公司
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)