
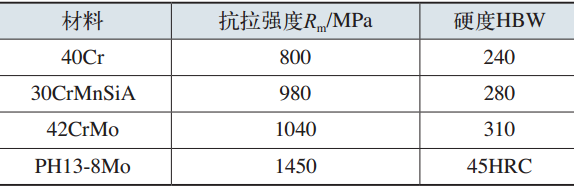
40Cr、30CrMnSiA、42CrMo等均為常用調質結構鋼,PH13-8Mo為沉淀硬化不銹鋼,廣泛用于制造一些需要承受較高載荷的機械零部件。若零件表面需要有耐磨性能的要求,則在機械加工后要進行表面硬化處理,如表面淬火、氮碳共滲等。若零件的表面還要有耐蝕性能的要求,則要在其表面硬化的基礎上再進行防銹處理,如發黑、電鍍等。氮碳共滲+后氧化復合處理是一種能同時滿足耐磨、耐蝕性能要求的工藝,如QPQ技術,它不僅能提高鋼表面的耐磨性能,而且零件表面的耐蝕性能也有大幅度提高。但是由于在QPQ處理過程中產生的氰酸根對環境有一定的污染,因此在推廣應用過程中有一定的難度。如今,氮碳共滲+后氧化復合處理較好地解決了環境污染的問題,處理效果極佳,已在工業生產中得到應用。
據國外文獻報道,離子氮碳共滲后氧化處理的前提條件是離子氮碳共滲處理后要有較厚的化合物層,這樣才能在后氧化處理過程中獲得致密的Fe3O4層,達到耐蝕目的。氮碳共滲后氧化常用溫度一般不低于560℃,對于高強度工件,采用氮碳共滲后氧化工藝存在降低材料原有強度的可能,因而有必要研究氮碳共滲后氧化對常用鋼力學性能的影響。
一、試驗件及試驗方法
獲得40Cr、30CrMnSiA、42CrMo等常用調質結構鋼和PH13-8Mo沉淀硬化不銹鋼的機械加工試件在氮碳共滲后氧化處理前后的強度、硬度等數據,為判斷產品工件可否進行氮碳共滲后氧化處理及如何獲得要求的最終力學性能提供指導與借鑒。試驗條件見表1。
表1 滲氮后氧化對常用鋼力學性能影響試驗條件
圖1 標準拉伸試樣
圖2 標準沖擊試樣

圖3 拉伸、沖擊試驗件(材料分別為40Cr、30CrMnSiA、42CrMo、PH13-8Mo)

圖4 微機控制電液伺服萬能試驗機
圖5 萬能試驗機中的全數字測控系統
二、試驗結果與分析
各試驗件檢測值見表2~表5。根據表2~表5的試驗結果分析,其基體強度、硬度變化與材料回火特性相符。
1)熱處理狀態為調質240~280HBW的40Cr鋼試件,當氮碳共滲后氧化溫度提高至560℃后,強度、硬度開始明顯降低。
2)熱處理狀態為調質280~320HBW的30CrMnSiA鋼試件,當氮碳共滲后氧化溫度提高至580℃后,強度、硬度開始降低。
表2 40Cr鋼氮碳共滲后氧化處理前后力學性能對比

注:A1、A2未進行氮碳共滲后氧化處理,為調質狀態。
表3 30CrMnSiA鋼氮碳共滲后氧化處理前后力學性能對比
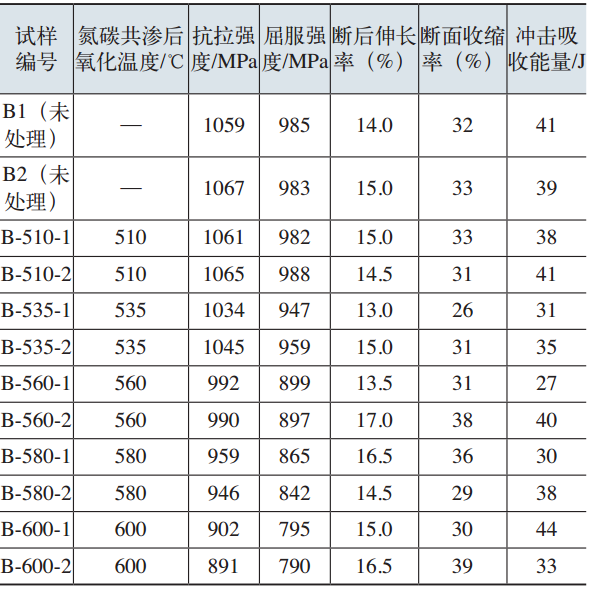
注:B1、B2未進行氮碳共滲后氧化處理,為調質狀態。
表4 42CrMo鋼氮碳共滲后氧化處理前后力學性能對比
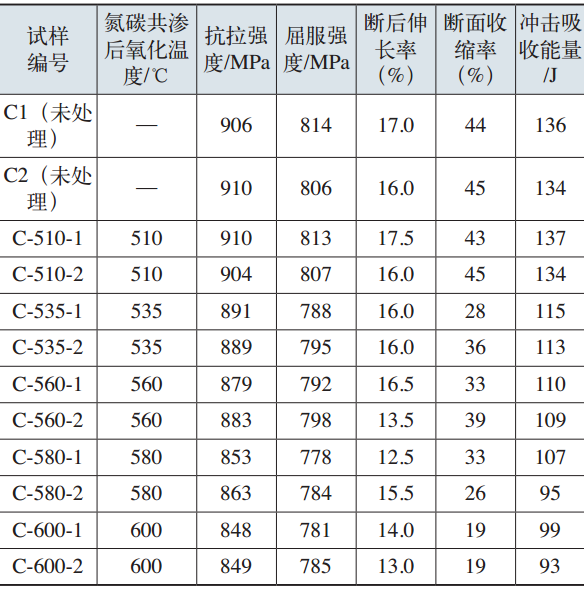
注:C1、C2未進行氮碳共滲后氧化處理,為調質狀態。
表5 PH13-8Mo鋼氮碳共滲后氧化處理前后力學性能對比
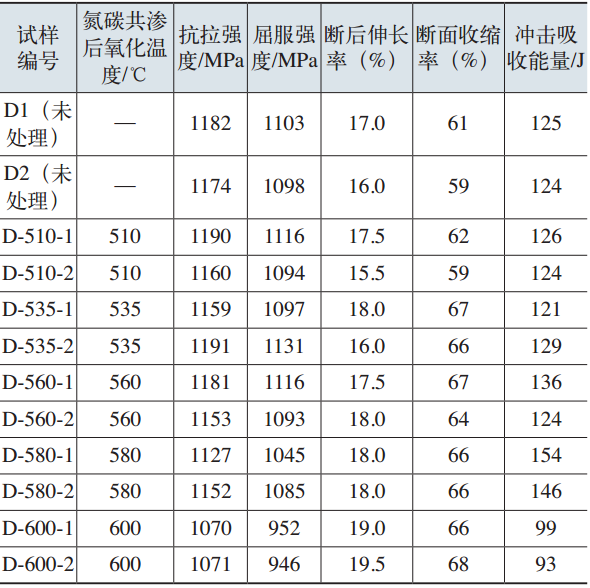
注:D1、D2未進行氮碳共滲后氧化處理,為時效狀態。
3)熱處理狀態為調質240~280HBW的42CrMo鋼試件,當氮碳共滲后氧化溫度提高至600℃后,強度、硬度未明顯降低。
4)熱處理狀態為時效35~40HRC的PH13-8Mo鋼試件,當氮碳共滲后氧化溫度提高至600℃后,強度、硬度未明顯降低。
三、結束語
氮碳共滲后氧化較合適的處理溫度在560℃以上,采用氮碳共滲后氧化處理的工件,其預備熱處理技術要求的強度、硬度值,不應高于材料560℃回火的強度、硬度值(見表6)。
表6 常用鋼適于氮碳共滲后氧化的最高強度、硬度要求
?來源:金屬加工,, 本文發表于《金屬加工(熱加工)》雜志第9期77-75頁,作者:山西航天清華裝備有限責任公司 岳佳宏,孔令飛,孟璇,崔衛則,楊陽,原標題:《常用鋼適于氮碳共滲后氧化的最高強度及硬度研究》
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)