
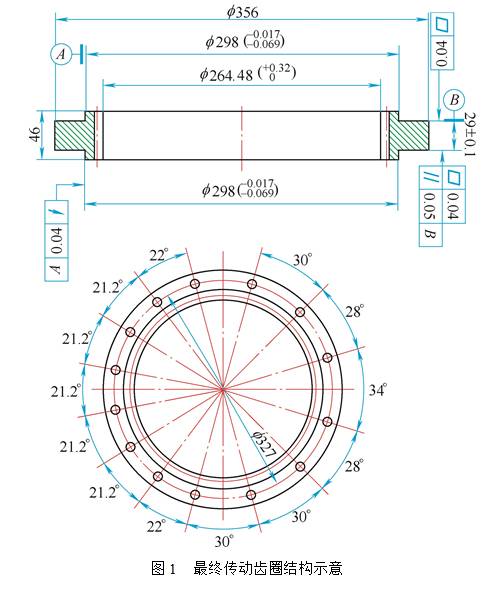
本文研究的最終傳動齒圈(見圖1)為拖拉機(jī)裝置上的一個(gè)重要部件,材質(zhì)為20CrMnTi,產(chǎn)品經(jīng)過前期鍛造、正火、機(jī)械加工至最終尺寸,轉(zhuǎn)入熱處理淬火工序,該產(chǎn)品熱處理技術(shù)要求:齒面淬火硬度:58~63HRC,心部硬度35~48HRC,有效硬化層深度Dc=0.5~0.8mmHV1,表面組織:殘留奧氏體(A’)+回火馬氏體(M回),1~5級合格,機(jī)械加工方面對熱處理工序后提出允許的淬火變量見表1。
表1允許的淬火變形量
淬火前 | 淬火后 |
Φ356mm外圓對B面的平面度跳動≤0.04 | Φ356mm外圓對B面的平面度跳動≤0.20 |
Φ298mm外圓對A面的平面度跳動≤0.04 | Φ298mm外圓對A面的平面度跳動≤0.20 |
1.變形分析
(1)內(nèi)應(yīng)力的影響
零件淬火、回火及表面淬火、化學(xué)熱處理后都能產(chǎn)生變形,其中淬火變形最為嚴(yán)重。淬火引起的變形是由組織轉(zhuǎn)變產(chǎn)生體積變形和淬火時(shí)熱應(yīng)力和組織應(yīng)力引起的形狀變形引起。淬火冷卻前期,主要是熱應(yīng)力起作用,在淬火冷卻的后期,起主導(dǎo)作用的是組織應(yīng)力。
淬火時(shí),奧氏體向馬氏體轉(zhuǎn)變,伴隨比體積的直徑縮小,馬氏體的比體積大于奧氏體,轉(zhuǎn)變結(jié)果引起體積膨脹,對于20CrMnTi低碳合金鋼來說,合金元素多,Ms點(diǎn)較低,殘留奧氏體量較多,組織應(yīng)力引起的變形小,變形常以熱應(yīng)力為主,適當(dāng)降低淬火溫度, 可減小淬火時(shí)的熱應(yīng)力。
(2)工件結(jié)構(gòu)尺寸的影響
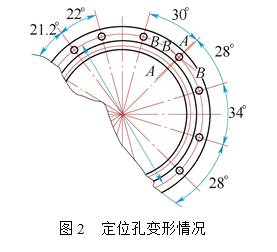
傳動齒圈結(jié)構(gòu)如圖1所示,該零件外圓Φ356mm、Φ298mm之間有一個(gè)凹凸的臺階,內(nèi)圈為傳動齒,14個(gè)定位孔呈不對稱形狀分布,零件淬火時(shí)由于定位孔分布不均勻,在加熱和冷卻時(shí),即孔徑在A-A方向上縮小, 在B-B 方向上漲大, 使孔產(chǎn)生橢圓, 由于孔分布不均勻, 孔的變形使齒輪的公法線長度變動量增加,如圖2所示。另外齒輪為盤形零件采用齒輪軸線與冷卻油液面垂直的入油方式淬火時(shí)易產(chǎn)生翹曲變形,淬火過程中應(yīng)避免重疊堆放,減少重力影響,齒圈間應(yīng)有間距,確保圓周冷卻均勻。因此,需調(diào)整合適的裝夾方式。
2.工藝試驗(yàn)
采用二種方案進(jìn)行工藝試驗(yàn),技術(shù)要求為滲層深度:0.5~0.8(550HV1);表面硬度:58~63HRC;表面組織:馬氏體+殘留奧氏體(1~5級合格);心部硬度:35~48 HRC。
方案1:多用爐內(nèi)富化氣為丙烷C3H8,NH3經(jīng)過加減壓過濾后通入爐內(nèi)。設(shè)備PHQ(F)-10密封箱式多用爐,裝爐量10件,平放(裝夾方式),經(jīng)過180℃±10℃回火120min(見圖3A)。
方案2:多用爐內(nèi)富化氣為丙烷C3H8,NH3經(jīng)過加減壓過濾后通入爐內(nèi)。設(shè)備PHQ(F)-10密封箱式多用爐,裝爐量10件,吊裝(裝夾方式),經(jīng)過180℃±10℃回火120min(見圖3B)。

(a)方案1

(b)方案2
圖3 20CrMnTi傳動齒圈熱處理
3.熱處理后性能檢測分析
金相檢測抽檢結(jié)果如表2所示,熱后機(jī)械尺寸檢測結(jié)果如表3所示。
表2金相檢測抽檢結(jié)果
檢測項(xiàng)目 | 工藝1 | 工藝2 | ||||
表面硬度(HRC) | 58 | 59 | 59 | 58 | 58 | 59 |
金相組織(級) | A’ | M | F | A’ | M | F |
3 | 3 | — | 2 | 2 | — | |
心部硬度(HRC) | 41 | 41 | 41 | 37 | 37 | 37 |
滲層深度(550HV1)/mm | 0.62 | 0.54 | ||||
表3熱后機(jī)械尺寸檢測結(jié)果
工藝1 | 工藝2 |
Φ356mm外圓對B面的平面度跳動量0.30~0.45mm | Φ356mm外圓對B面的平面度跳動量0.1~0.18mm |
Φ298mm外圓對A面的平面度跳動量0.10~0.15mm | Φ298mm外圓對A面的平面度跳動量0.12~0.18mm |
降低共滲及淬火溫度,保證足夠的擴(kuò)散時(shí)間,不僅可以降低熱應(yīng)力的影響,也有利于滲層馬氏體組織的細(xì)化,還可以減少橢圓度;提高淬火冷卻介質(zhì)溫度,減少淬火變形;入油方式改為齒輪軸線與冷卻油液面平行的吊裝方式,使齒輪冷卻較均勻,減小淬火時(shí)的熱應(yīng)力。
經(jīng)過工藝1、工藝2的比較,之后又經(jīng)過10個(gè)批次的工藝2生產(chǎn)試驗(yàn),該零件Φ356mm外圓對B面平面度跳動量合格率均超過95%以上工藝取得較為滿意的結(jié)果。
4.結(jié)語
通過分析,變形以熱應(yīng)力為主,因此采取了一系列措施降低熱應(yīng)力,如為減少齒圈變形,強(qiáng)滲時(shí)加熱溫度取下限(850℃),保溫時(shí)間安排合理,降代淬火溫度(825℃),并盡量保持零件各部分溫度均勻一致時(shí)淬火,油溫適當(dāng)提高(120℃),以減少淬火畸變傾向,工件應(yīng)根據(jù)其形狀采取了正確的裝夾(采用吊裝),經(jīng)過理論分析,制定相應(yīng)的工藝并付諸試驗(yàn),對減少變形方法,在工作中取得一定成效。
作者:吳華,卞云霞
單位:山推工程機(jī)械股份有限公司
來源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |